|
| |
|
ПижЦЪваЇЙћ
|
|
|
 |
YZKбЁУКГЇздЖЏПижЦЯЕЭГ
вЛЁЂбЁУКГЇМЏжаПижЦЯЕЭГ
ЮЊТњзуЩњВњЙЄвевЊЧѓЃЌИљОнПЩППЁЂЪЕгУЁЂЯШНјЁЂКЯРэЕФддђЃЌВЩгУвдПЩБрГЬађПижЦЦї(PLC)ЮЊжївЊПижЦдЊМўЕФМЏжаПижЦЯЕЭГЃЌвдЪЕЯжЖдШЋГЇжївЊЖЏСІЩшБИЕФМЏжаПижЦКЭЩшБИдЫзЊзДЬЌЕФМЏжаМрЪгЃЌЩшБИЙЪеЯздЖЏДІРэКЭБЈОЏЃЌвдМАШЋГЇжївЊЙЄвеВЮЪ§ЕФВЩМЏЁЂЖЏЬЌЯдЪОЃЌЭЌЪБзїЮЊжїПиЛњЪЕЯжгыжиНщжЪУмЖШздЖЏПижЦЯЕЭГЕФаХКХСЊТчМАЪ§ОнДЋЫЭЁЃ
ИУМЏжаПижЦЯЕЭГвдНјПкPLCЮЊПижЦКЫаФЃЌЯтЧЖЪНФЃФтЦСЖЏЬЌЯдЪОЩшБИЕФдЫаазДЬЌЃЌаЮЯѓжБЙлЃЌОМУЪЕгУЃЌПЩЪгадКУЁЃЮЊЬсИпЯЕЭГЕФПЩППадЃЌжївЊдЊЦїМўШчПижЦВйзїАДХЅЁЂзЊЛЛПЊЙиЁЂзДЬЌжИЪОЕЦЕШбЁгУНјПкВњЦЗЁЃЮЊЬсИпМЏжаПижЦЯЕЭГдкЪЕМЪдЫааЙ§ГЬжаЕФПЙИЩШХФмСІЃЌдкжїЛњКЭдЊЦїМўбЁаЭЁЂЯЕЭГПижЦаХКХДЋЪфЁЂПижЦЕчРТВМжУЁЂНгЕиЯЕЭГЕШЗНУцВЩШЁгааЇДыЪЉЃЌвдБЃжЄМЏжаПижЦЯЕЭГАВШЋПЩППЕидЫааЁЃ
вЛИіЯжДњЛЏЕФЩњВњЙ§ГЬЃЌМЏПиЯЕЭГЪЧНкФмНЕКФЃЌМѕдБЬсаЇЕФЛљБОЩњВњБЃеЯЁЃЯШЭЈЙ§МѕаЁЦєЭЃГЕЙ§ГЬЪБМфЃЌПЩвдНкдМгУЕчЁЂгУЫЎЃЛЭЈЙ§ЙЪеЯТпМСЊЫјЭЃГЕЃЌЗРжЙЪТЙЪРЉДѓЛЏ(Р§ШчЃЌа§СїЖТШћЕФЮЌаоЪБМфДѓдМашвЊвЛИіАрЕФЙЄзїСП)ЃЌОЁПьЛжИДЩњВњЁЃЛЙПЩвдМѕЩйгЩДЫв§Ц№ЕФХмУКЁЂХмНщЁЂХмЫЎЃЌНЕЕЭдВФСЯЯћКФЁЃФГаЉЩшБИПЩвдгЩзЈШЫПДЪиИФЮЊбВМьжЦЃЌЬсИпШЋдБРЭЖЏЩњВњаЇТЪЁЃвђДЫЃЌвЛЬзЩшМЦКЯРэВйзїЗНБуЕФМЏжаПижЦЯЕЭГЃЌМгвде§ШЗЕФВйзїЃЌМАЪБЕФЮЌЛЄЃЌЖдЬсИпбЁУКГЇЩњВњаЇТЪЁЂНкФмНЕКФЪЧБиВЛПЩЩйЕФЁЃ
ЖўЁЂбЁУКГЇУмЖШздЖЏПижЦЯЕЭГ
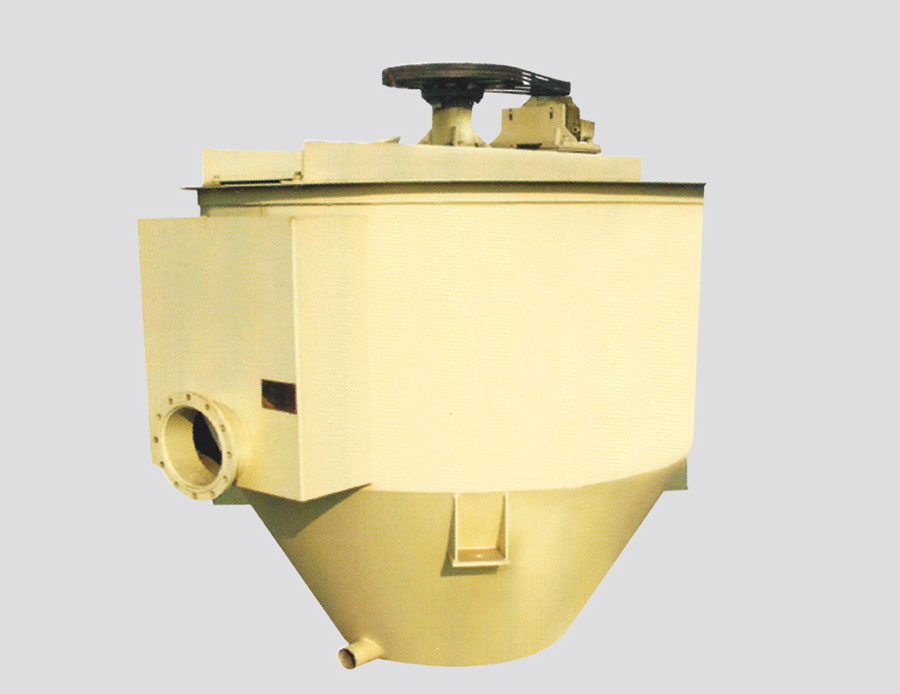
жиНщжЪбЁУКЙ§ГЬздЖЏПижЦЯЕЭГЪЧвдПЩБрГЬађПижЦЦї(PLC)ПижЦКЫаФЃЌвдLCDВЪЩЋДЅУўВйзїЦСЛђЙЄПиЛњЮЊШЫЛњНгПкЃЌМЏМрВтЁЂПижЦЁЂВйзїЕШЙІФмгквЛЬхЕФЙЄвЕПижЦЯЕЭГЁЃИљОнбЁУКГЇЕФЙЄвеЯЕЭГЬиЕуМАвЊЧѓЃЌЯЕЭГПЩЩшМЦЮЊдУКжиНщгыУКФржиНщПижЦЯЕЭГСНВПЗжЃЌЗжБ№ЪЕЯжаќИЁвКУмЖШЁЂУКФрКЌСПЁЂа§СїЦїШыПкбЙСІЁЂУКФрЭАвКЮЛЕШЙЄвеВЮЪ§ЕФЪЕЪБЕїНкЁЃ
|
ЯрЙиВњЦЗ
ЯрЙиЮФеТ
|